Heat Transfer and Screen Printing T Shirts – What’s the Difference?

Heat Transfers Vs. Plastisol Transfers Vs. Screen Printing
One question that comes up often in decorated apparel circles is, “What are heat transfers and screen printing and how are they different?” Today, we’ll answer that question.
Heat Transfer
 To start off, let’s discuss what heat transfer is. Heat transfer is the process of applying an ink-based design (usually one printed on a sheet of special transfer paper) to the product to be decorated (usually a t-shirt) with a heat press machine. As the name implies, a heat press machine works by using heat and pressure to apply the design to the garment.
To start off, let’s discuss what heat transfer is. Heat transfer is the process of applying an ink-based design (usually one printed on a sheet of special transfer paper) to the product to be decorated (usually a t-shirt) with a heat press machine. As the name implies, a heat press machine works by using heat and pressure to apply the design to the garment.
A heat press machine is designed to use and control the three key factors needed to apply the decoration: time, temperature, and pressure. For example, when customizing polyester open mesh sports jerseys a recommended practice is to heat the press to 300 degrees Fahrenheit and then press down with firm pressure for 10 seconds. On the other hand, when applying plastisol transfers, it’s best to heat the press to 350 degrees Fahrenheit and then press down for 10 seconds. Even though it’s just a couple of degrees difference it’s important.
Two of the most popular heat transfer methods are transfer paper (inkjet) printing and plastisol transfer printing.
Transfer Paper (Inkjet)
In the transfer paper method, an inkjet printer prints a sheet of special transfer paper with the proper ink. Then, the paper is laid on the shirt (or other surfaces) and a heated press is applied for a few seconds. The exact time depends on the type of printing and material.
For light-colored garments, the mirror of the original desired image is printed on paper, then the transfer process puts the mirror of the mirror (the original) on the garment. However, on dark garments, the design is printed without mirroring. This is partly because inkjet printers cannot print white. Therefore, on white garments, all that’s necessary is not print white areas of the design and let the original color show through, while dark garments need certain transfer papers that are covered with transferable white ink.
Advantages:
- Easy to do: make your design on a computer, print it out, and press it on
- No minimums: you can print 10 shirts with completely different designs or easily switch names and numbers on sports jersey customizations almost as easily as doing one design
- Can print the same or similar design on garments made with completely different fabrics: nylon, cotton, and polyester.
- Can duplicate embroidery
- Works great on polyester open mesh jerseys
Disadvantages:
- Inkjet transfer paper designs for clothes have poor washability compared to screen-printed ones
- Might not be the best option for large orders, since each shirt needs its own paper printed individually
Plastisol Transfers
Plastisol transfers are similar to transfer papers in that the decoration is applied to special paper first, then transferred to the product from the paper. The difference is that in the transfer paper method the paper is printed on by an inkjet printer and plastisol transfers are printed the paper on by screen printing.
The plastisol transfer paper is put underneath the screen on a screen printing machine. Then, the same process of printing a shirt (described below) is done, but instead of the plastisol ink being printed directly on the shirt it is printed on paper. Then, a sand-like grain is spread on top of the plastisol so that the design doesn’t blur. This also makes it easy to store the plastisol transfer in a folder for future use.
After the paper is printed, a heat press machine applies the paper to the garment. The advantage of plastisol heat transfers is that it makes otherwise tough-to-print locations easy since aligning a shirt on a heat press machine is far easier and quicker than on a screen printing platform.
Advantages:
- More durable than transfer printing
- Easier print alignment than screen printing
- No minimums: you can print 10 shirts with completely different designs or easily switch names and numbers on sports jersey customizations
- Can print the same or similar design on garments made with completely different fabrics: nylon, cotton, and polyester.
Disadvantages:
- Can not do half-tones or print photos
- Might not be the best option for large orders, since each shirt needs its own paper printed individually
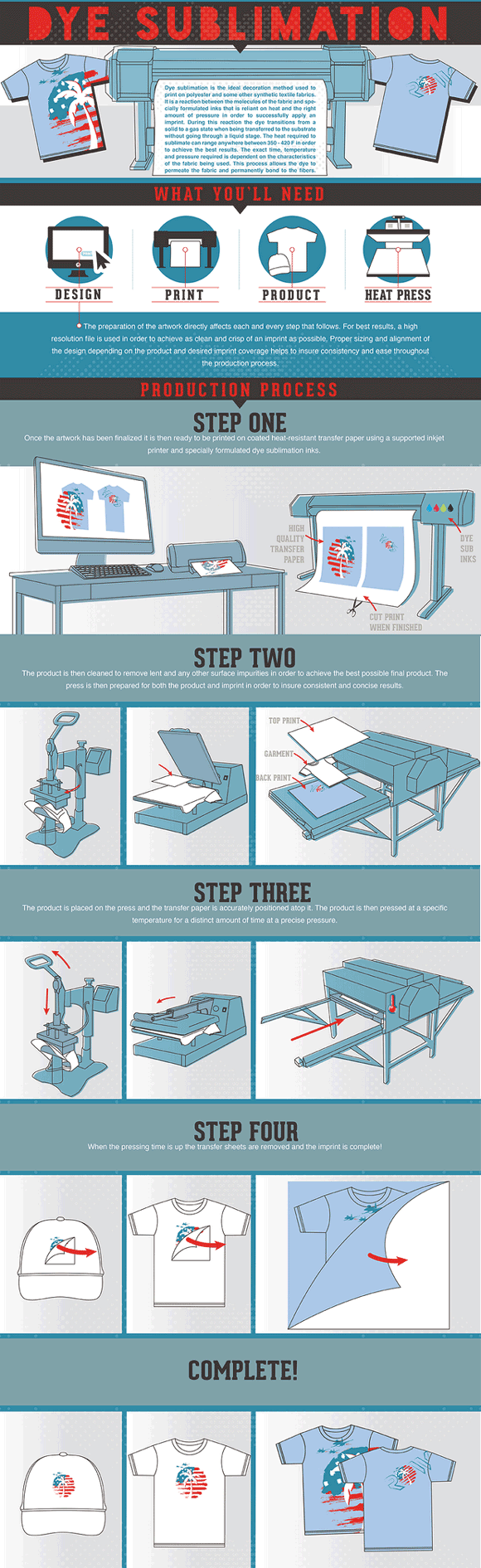
The following infographic illustrates a form of transfer paper printing called dye sublimation. This gives a good overall view of the heat transfer process…by Row Apparel.
Screen Printing
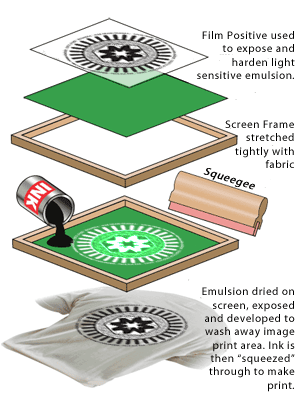 Now that we’ve discussed heat transfer, let’s talk about screen printing. The Chinese invented screen printing thousands of years ago. At first, they used silk screens for the process which is why another name for screen printing is silk screening. The reason the process has lasted, in one form or another, for thousands of years is its efficiency. To way oversimplify, screen printing is the process of applying ink, through screens, on many objects–not just shirts. Pens, bottles, hats, business cards, flyers, and more have all been screen printed.
Now that we’ve discussed heat transfer, let’s talk about screen printing. The Chinese invented screen printing thousands of years ago. At first, they used silk screens for the process which is why another name for screen printing is silk screening. The reason the process has lasted, in one form or another, for thousands of years is its efficiency. To way oversimplify, screen printing is the process of applying ink, through screens, on many objects–not just shirts. Pens, bottles, hats, business cards, flyers, and more have all been screen printed.
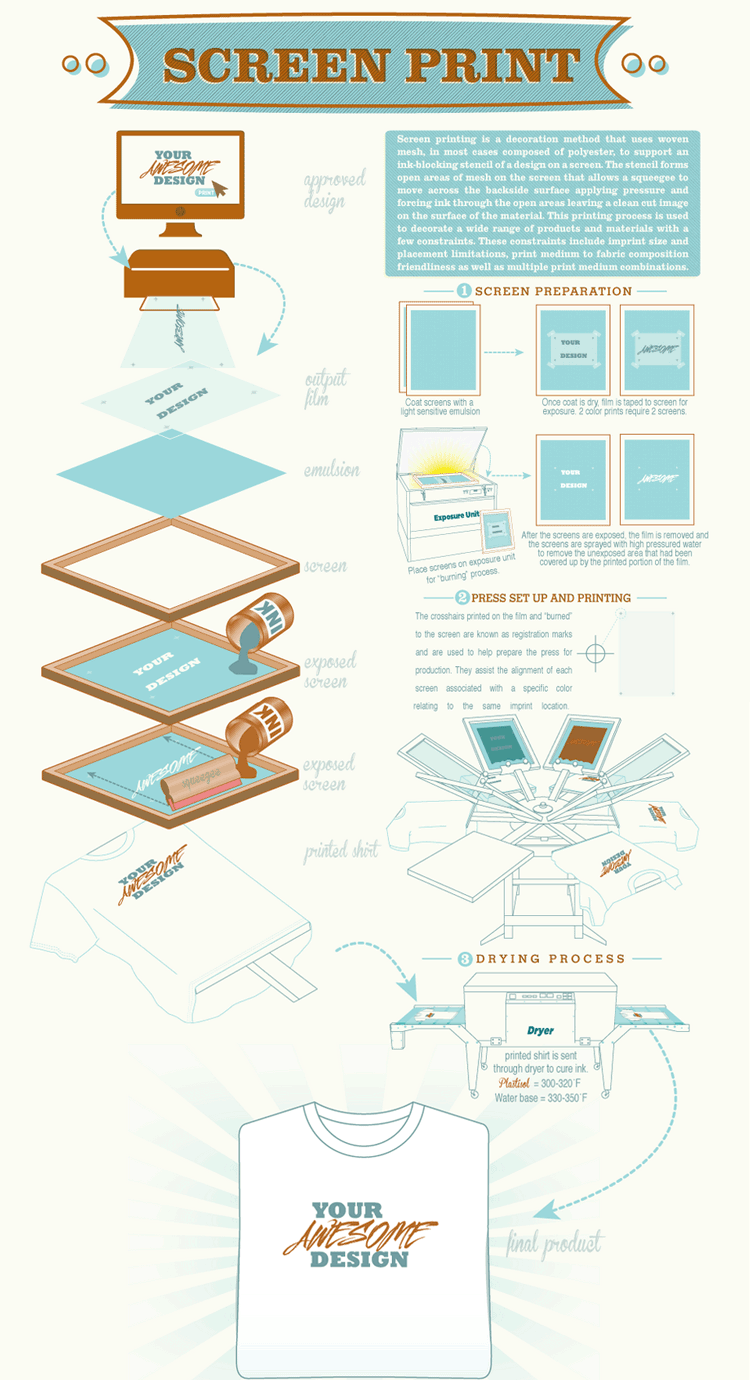
Screen printing is complex and requires much more equipment–and chemicals–than heat transfer. For example, the emulsion is needed to create a screen and then three products – ink thinner, emulsion remover, and dehaze are needed to clean the screen after just one use. In addition, equipment like a washout booth is needed to both clean screens and create them. On top of all that, it requires a dark room to store the screens, a light machine to burn the screens, a flash dryer, and conveyor belt dryer to dry the screens, and a screen printing machine to actually print something. Then, of course, there’s all the little stuff like squeegees, scrubbers, tape, films, a printer to burn the film, at least 20 screens in various mesh sizes, and plastisol inks in various colors.
Screen printing usually requires a minimum order to be efficient. There is more setup time involved than heat transfer printing, but the setup time is exactly the same whether the order is for one shirt or one thousand shirts. Once the screens are aligned and the ink is put on them, all that’s left is to put on and take off the shirts from the machine (and possibly change ink on large orders). Therefore, only one design can be printed at a time, although ink colors can be changed and different garments can be printed with the design so long as it’s made from the same type of fabric.
Two common inks used are plastisol ink (the most popular) and water-based inks.
Screen printing is a great printing process that’s been around for thousands of years and will be around for thousands of years more. It’s an efficient way to print both full color and single color designs on shirts and it’s so versatile the customer’s imagination is the limit!
Overall Screen Printing Advantages:
- Best for large orders
- Multiple printing options
- Can print very fine details
- Very versatile: most garments can be screen printed with no problem
Overall Screen Printing Disadvantages:
- Needs a minimum order amount to be cost-effective
- Must print one design at a time
Plastisol Screen Printing
Plastisol ink is PVC based and, unlike water-based inks (discussed below), has no solvent. Like the UV ink used in graphic screen printing, it’s therefore referred to as a 100% solid ink system. Plastisol is thermoplastic; in other words, it’s necessary to heat the printed ink film to a temperature high enough (usually about 300 °F to 330°F) to cause the PVC resin and plasticizer to cross-link and solidify, or cure.
It’s important to keep plastisol ink clean since clean ink can be returned to the original container for reuse.
Advantages
- Plastisol ink is user-friendly and easy to manage
- Plastisol ink is ready to use right out of the can almost 100% of the time, and, for most applications, it can be printed wet-on-wet (before the previous ink has dried), which allows for increased production speed. It comes in formulations for both light and dark fabrics. And, in most localities, the disposal of waste plastisol is quite simple.
- Plastisol doesn’t dry. For a compound to dry, it must be dissolved in a solvent and that solvent must evaporate. Since plastisol has little or no solvent, it can’t dry. Because of this, plastisol can be left in screens for extended periods of time, the lids can be left off of the ink containers (although keeping them covered is a good practice to keep the ink clean), and ink left over at the end of the job can be returned to the container for reuse without any bad effects–thus reducing waste.
- Plastisol is versatile since most printers never have to amend the ink–it can be used directly from the container without ever needing to adjust the viscosity (thickness) or strength.
- Plastisol comes in many strengths, from transparent to opaque. Most printers will keep various strengths on hand, as the strength should match the type and color of fabric they are printing on. The various opacities of ink vary greatly in price: the most opaque strengths are the most expensive, mainly because the increased pigment costs more. So only use the proper opacity for each fabric to keep things cost-effective.
Disadvantages
- Since plastisol is a thermoplastic, it will remelt if it contacts anything hot enough. Therefore, plastisol prints cannot be ironed–if an iron touches a plastisol print, it will smear the ink.
- Plastisol ink creates an ink film that sits on top of the fabric, so to speak. This film can be felt with the hand. The higher the ink’s opacity, the heavier the “hand”. This “heavy hand” can be a disadvantage from the consumer’s point of view.
Water-Based Screen Printing
Some customers and print shops prefer water-based inks over plastisol, because fabric printed with water-based inks, unlike plastisol inks, have a “soft hand” feel. This, in turn, is because water-based inks get embedded into the fabric, while plastisol inks sit on top. In addition, they are more environmentally friendly. Best of all, water-based inks don’t crack or fade. One thing to remember is that they work best on 100% cotton fabrics, lightweight and stretchy fabrics like rib and bamboo, and garments such as towels.
Water-based inks are very transparent inks with a low opacity (brightness), which means that on light shirts the colors are bright, but not on dark colors. Some firms offer H.O. (high opacity) water-based inks which show better on dark-colored garments while maintaining the “soft hand” feel.
Advantages:
- Embeds into the fabric
- “Soft hand” feel
- Vibrant colors
- Great for dark-colored garments
Disadvantages:
- Setup time is labor-intensive
- Full-color printing is difficult
- Fine detail can be difficult
- Exact matching Pantone is not guaranteed
- Does not work well with dyes such as royal blue and purple.
Conclusion
So, is heat transfer or screen printing the better option? The best answer is that each serves its own purpose, so “it depends”. To summarize, if you’re doing a smaller job with complex designs, several different designs, or variable parts such as team member names or numbers, heat transfer is probably the best bet. On the other hand, if you are doing larger orders (especially ones with solid colors) screen printing is better.
Whichever method–screen, heat transfer, or both you use for your jobs, OnSite All-In-One Business Management Software is specifically designed to handle the entire process. Learn more about how you can customize OnSite for your needs and sign up for a demo here.



Nothing manages decorated apparel shop information better than ShopWorks, PERIOD!

I couldn’t imagine a better system to accommodate all of our needs. ShopWorks has left nothing out. You make me wonder how we’ve gotten this far without it!
“We have used ShopWorks since 2001 and we know it had been a key part of our success – certainly to our organizational communication & structure & work flow – we have a great turn around & are very efficient!”